

龙门冲床上下料设备
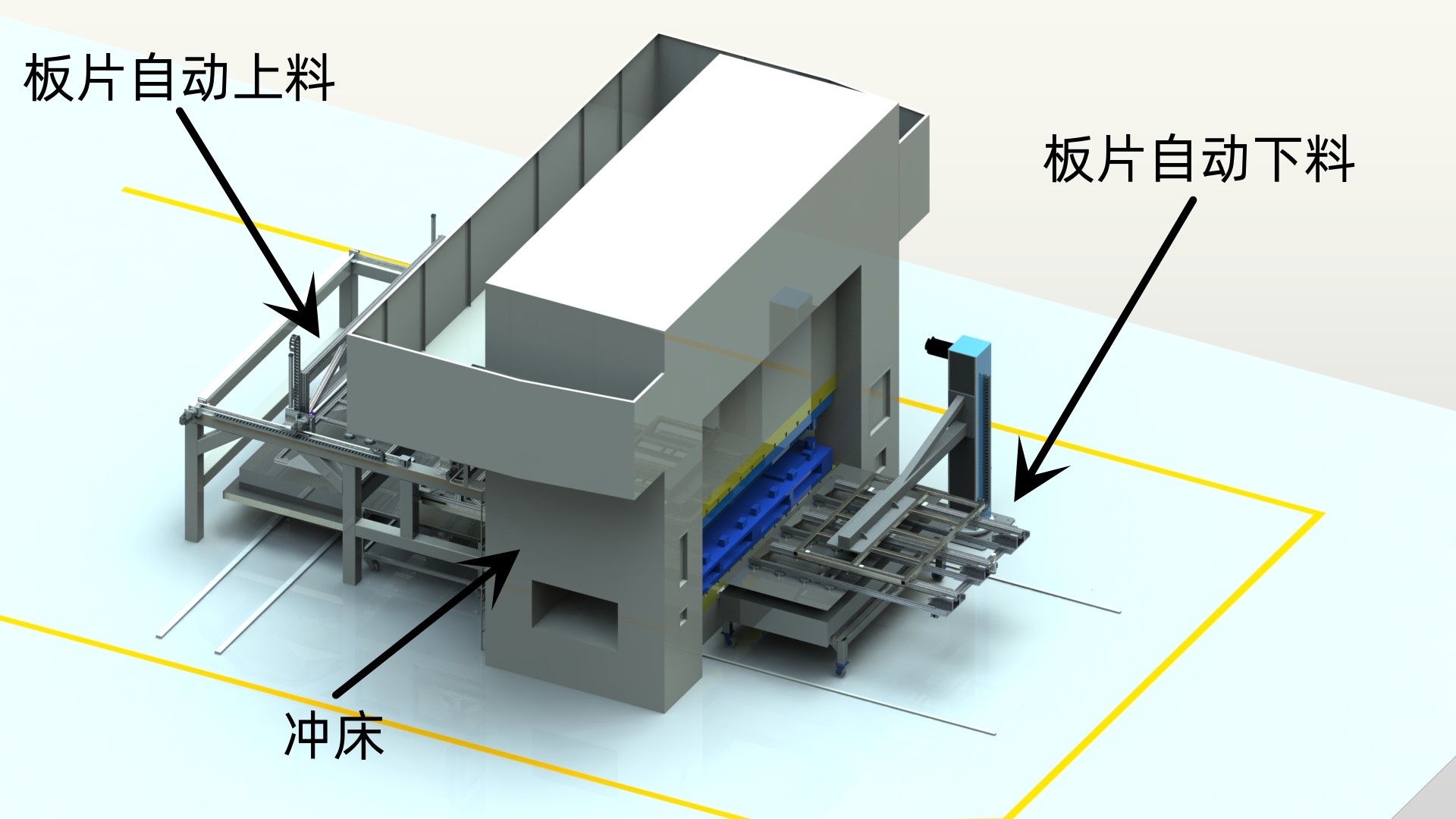
从出模具侧自动下料,另一侧自动上料,两侧联动实现冲床自动化上下料。
设备优势:
1、可冲压尺寸为3200*1500上下的板材,工作过程中需要4个工人同时协作完成。工人冲压速度为12-15秒一片。
2、模具规格较多,能适应现有规格的模具。
3、冲床自动上下料设备可与冲床联动完成板片的自动上料,压机内精准定位,自动下料。工作过程无需人工干预。
4、冲床模具从正面经轨道拖出更换,新增下料设备,不干涉模具更换。
5、保证在有限空间里设备的尺寸不干涉现有生产。
6、设备控制界面简单易培训,方便工人学习使用。
7、上下料设备运行平稳可靠。
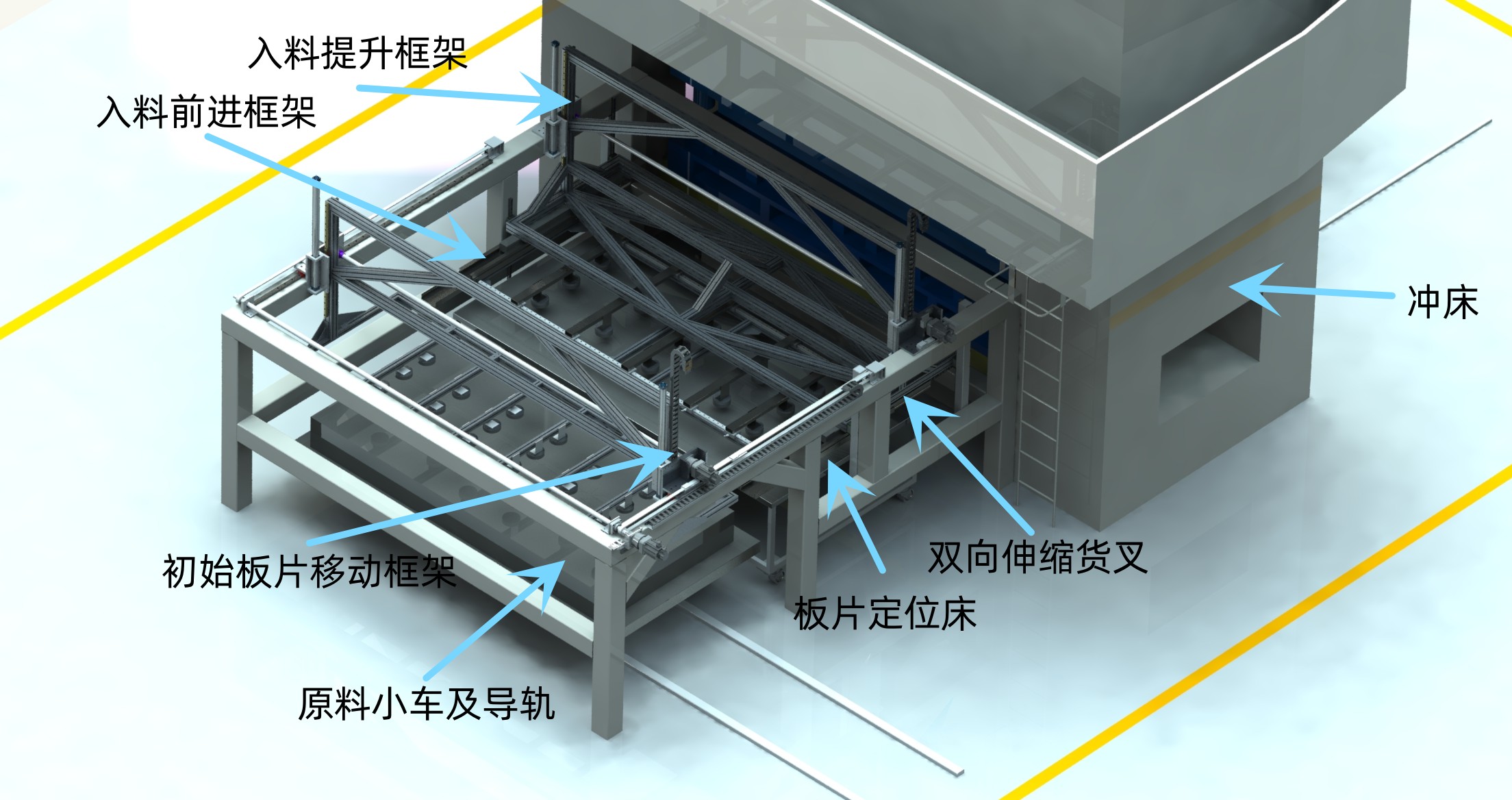
一、龙门冲床上料设备
设备优势:
1、可冲压尺寸为3200*1500上下的板材,工作过程中需要4个工人同时协作完成。工人冲压速度为12-15秒一片。
2、模具规格较多,能适应现有规格的模具。
3、冲床自动上下料设备可与冲床联动完成板片的自动上料,压机内精准定位,自动下料。工作过程无需人工干预。
4、冲床模具从正面经轨道拖出更换,新增下料设备,不干涉模具更换。
5、保证在有限空间里设备的尺寸不干涉现有生产。
6、设备控制界面简单易培训,方便工人学习使用。
7、上下料设备运行平稳可靠。
一、龙门冲床上料设备
| 外形参考尺寸 | |
| 总长 | 约4.7m |
| 总宽 | 约4.3m |
| 总高 | 约2.9m |
工作流程
1. 处于初始位置,初始板片移动框架和入料提升框架分别位于原料板垛和定位床上方。
2. 初始板片移动框架和入料提升框架下移接触板片并将板片吸住。
3. 两框架将各自板片向上抬起。
4. 初始板片移动框架将板片移动至定位床,入料前进框架在双伸缩货叉的作用下将板片送入冲床内。
5. 初始板片移动框架将待冲板片放入定位床,经定位床精确定位,为入料吸取做准备;入料提升框架下移将板片精准放入冲床
6. 两框架沿行进路线退回初始位置,冲床开始冲压,完成后由下料装置完成下料,上料框架开启下一个工作单元,如此往复。
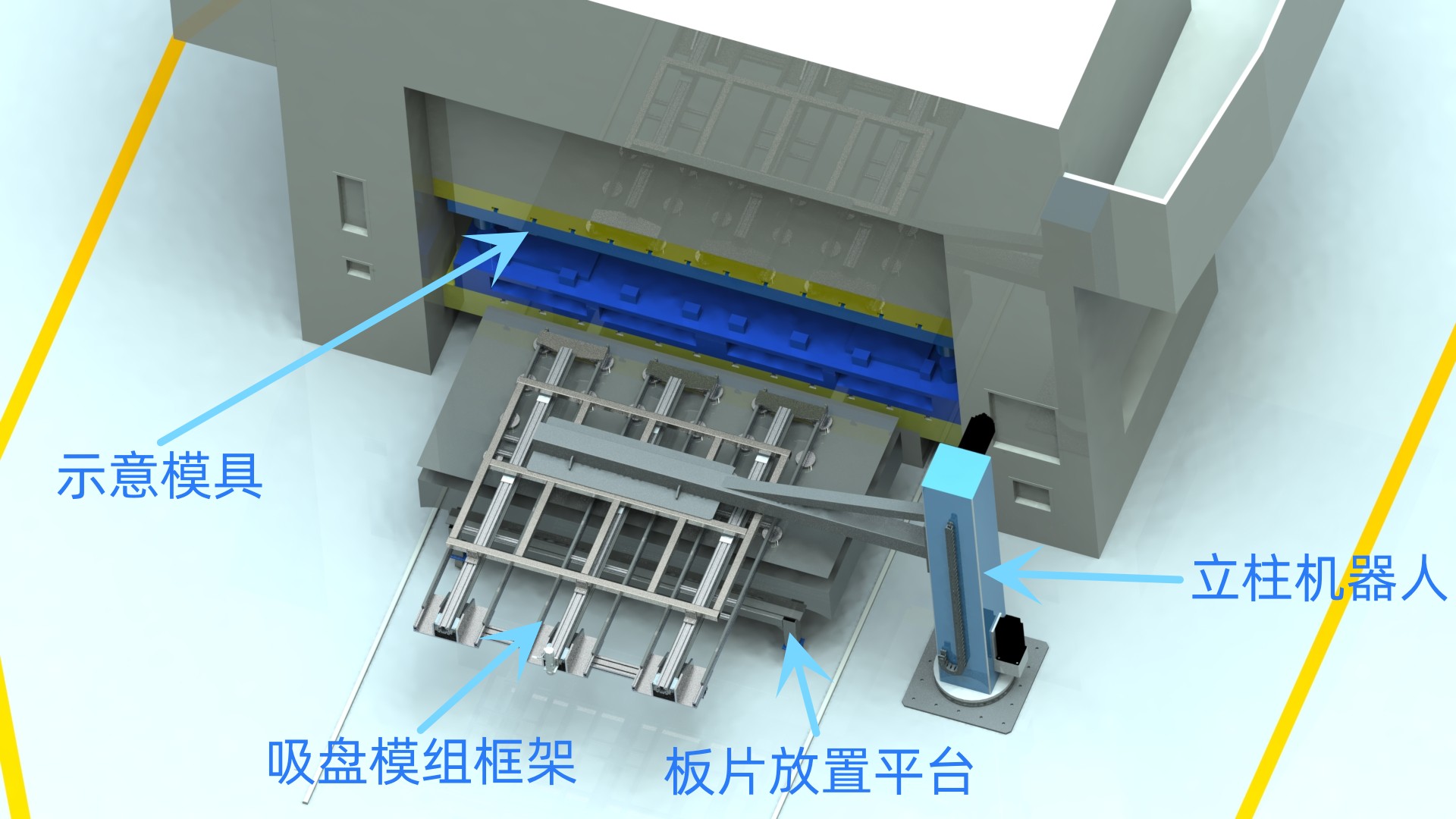
二、龙门冲床下料设备
| 外形参考尺寸 | |
| 总长 | 约4.4m |
| 总宽 | 约2.3m |
| 总高 | 约2.7m |
工作流程
1. 取料工作:
冲压工作完成,模具打开。吸盘模组框架伸入冲床内,立柱机器人Z轴向下运动,利用在端部的吸盘完成对板片的吸附工作。
立柱机器人Z轴向上运动至将板片吸起状态;随后吸盘模组框架收回,将冲压完成的板片放至指定位置。
2.板片成品取料:
当冲压结束或需更换料盘时,立柱机器人带动模组吸盘框架逆时针旋转90°,使吸盘模组框架在空间上不会影响叉车或者桁车对板片的搬运工作。
3.模具的更换:
在某一批产品冲压结束后需要更换模具时,模具固定床需向前移动,此时在板片放置平台在与模具固定床连接的情况下会一并向前移动,从而不会出现模具固定床向前移动与板片放置平台发生碰撞的情况。